| 最小起订 | 电联 |
|---|---|
| 质量等级 | 一级 |
| 是否厂家 | 代理 |

<保山>鹏德物资有限公司自成立以来,本着“十年磨剑、精益求精”的理念,自行研发、设计和生产了腾冲;未来,公司将一如既往的加强技术创新,持续研发高精尖接合工艺,将公司建设成为腾冲及周边认可的腾冲制造商。


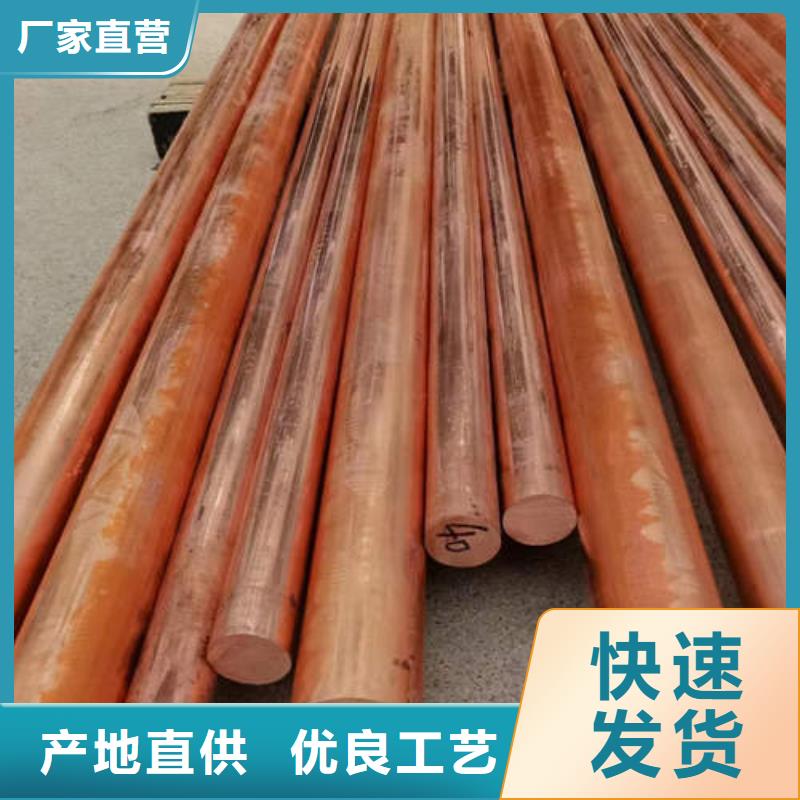
保山市腾冲紫铜盘管品质保证

将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。 焊接工艺参数 紫铜管 由于母材熔化到 层焊缝金属中的比例 达30%左右,所以 层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。 焊后热处理 焊后 对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。应力的回火温度为600~650℃。 若焊后不能进行应力热处理,应立即进行后热处理。


纯铜管的工艺优势: 熔炼与铸造工艺优势:采用反射炉熔或工频有芯感应炉熔炼;采用铜模或铁模浇铸,熔炼过程中应尽可能减少气体来源,并使用经煅烧过的木炭作熔剂,也可用磷作脱氧剂。浇铸过程在氮气保护或复盖烟灰下进行,建议铸造温度为1150-1230℃,线收缩率为2.1% 成形性能优势:有极好的冷、热加工性能,能用各种传统的加工工艺加工,如拉伸、压延、深冲、弯曲、精压和旋压等。热加工时应控制加热介质气氛,使呈微氧化性。热加工温度为800-950℃。 焊接性能优势:易于锡焊、铜焊,也能进行气体保护焊、闪光焊、电子束焊和气焊,但不宜进行接触点对焊和埋弧焊。 可切削性(HPb63-3的切削性为100%)/%:20紫铜管